激光扫描振镜探索
打标应用中,扫描振镜采用的反射镜类型包含有石英基底材料,厚度在2.0和7.0 mm之间,这取决于反射镜尺寸和角加速度。电解质镀膜在对应的波长范围内(例如,对于高功率半导体激光器和入射角两侧偏转范围超过±12时,在780 nm和980 nm之间)提供足够的反射率(>98.0%)。这种反射镜通常能承受的功率密度达500 W/cm2,对于传统的打标应用绰绰有余。扫描头引入其他应用场合后带来了其他挑战,比如聚合物焊接。这些应用要求对工件温度进行精确控制,通常通过高温计进行非接触式测量。对于这项技术,工件的热辐射信号必须从激光光斑位置沿激光光路返回到传感器中,比如,通过振镜镜片反射回。高温测量典型波长范围为1.7到2.2 m。由于该波长范围内的介电层对于激光辐射是可穿透的,因此在石英基底背面加上一层铝镀膜便可解决问题。这里应提醒读者,如果要扩展波长范围,则需要调整扫描光学系统。
电动变焦聚焦镜的一个典型应用是3D激光扫描加工/打标。2D普通振镜是激光器输出的光束先通过控制两片高速振镜的偏转角, 改变激光的传播方向,然后通过F-Theta场镜聚焦到扫描平面上, 在工件表面作标记。这种方式控制起来比较容易,但是扫描面积受到F-Theta场镜的限制,而且扫描平面内的每个光点的大小不一样。中间的较小,周围较大,而且容易产生枕型和腰鼓型失真。
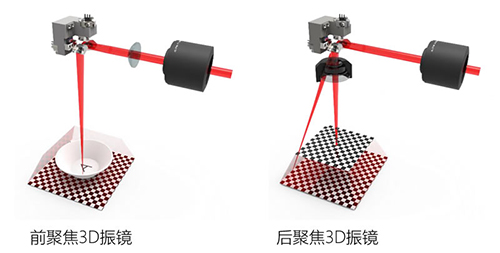
3D振镜分前聚焦pre-scan和后聚焦post-scan两种,前后是相对于聚焦和扫描的顺序而言。聚焦在前为前聚焦(先聚焦后扫描),聚焦在后为后聚焦(先扫描后聚焦)。
以前聚焦3D振镜为例,其光斑先通过聚焦镜聚焦,然后在光束聚焦的过程中进行扫描。电动变焦聚焦镜是激光处理系统实现快速Z轴调光控制的最佳之选。电动变焦聚焦镜跟据工件平面到聚焦镜的距离改变聚焦镜的焦距,从而使聚焦后的光 点全部聚到工件所在的平面内,达到3D聚焦的效果。前聚焦3D振镜可以将焦距拉长,从而增大了扫描面积,是目前大幅面高速扫描的最佳方案。还有一些内雕机也是采用这种动态聚焦的方式,速度比传统的方式快的多,大约可以达到1000点/秒,并可以保证扫描平面内的每一个光点的大小一致。
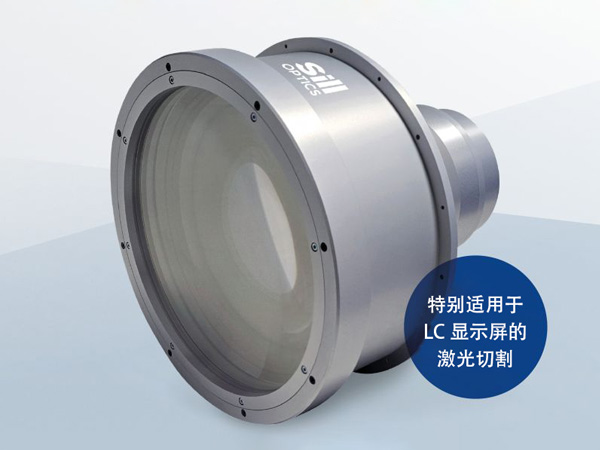
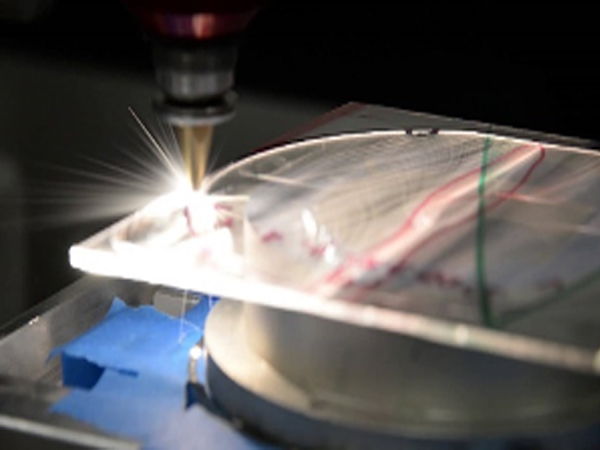
为切割显示屏树立新标准:大型远心F-Theta透镜 S4LFT3340-075

全新用于波长9.3µm和10.6µm的高功率CO2激光应用的新型ZnSe变焦扩束镜

电动调焦镜头 EL-12-30-TC:高性能可调焦光学解决方案

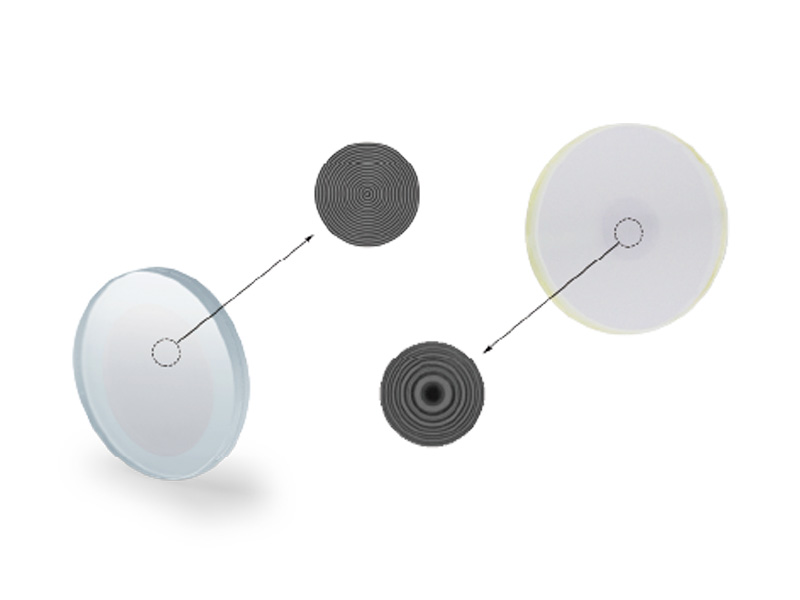
平板锥透镜简要介绍及典型应用案例

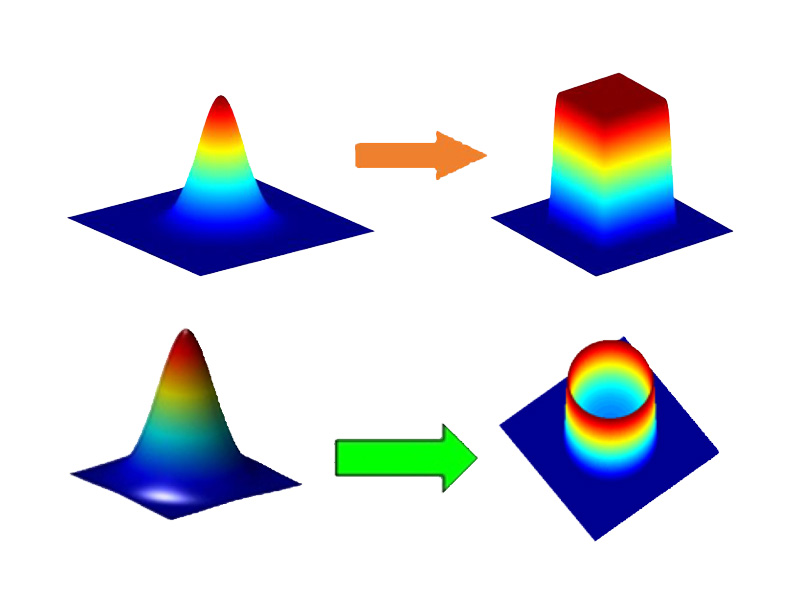
激光模式转换器简要介绍及其典型应用案例
艾里光束转换器简要介绍及其典型应用领域
简要介绍涡旋波片及其典型应用领域
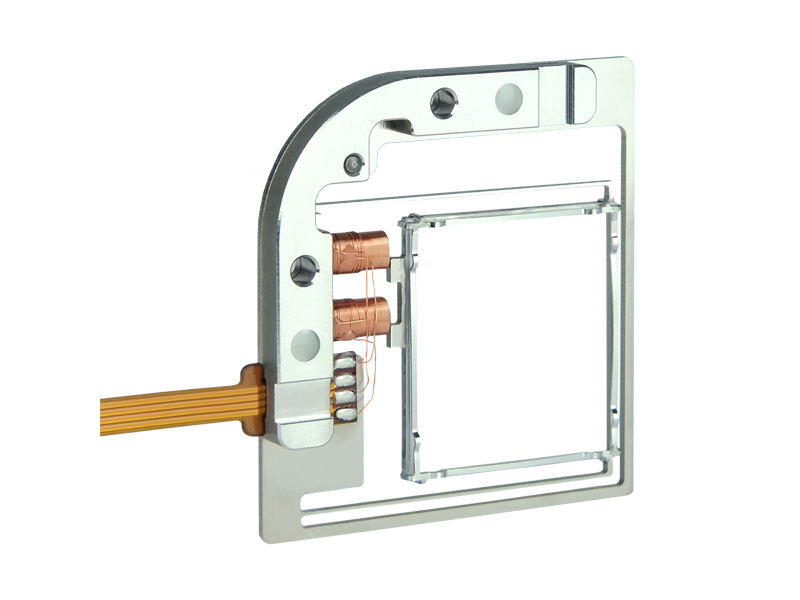
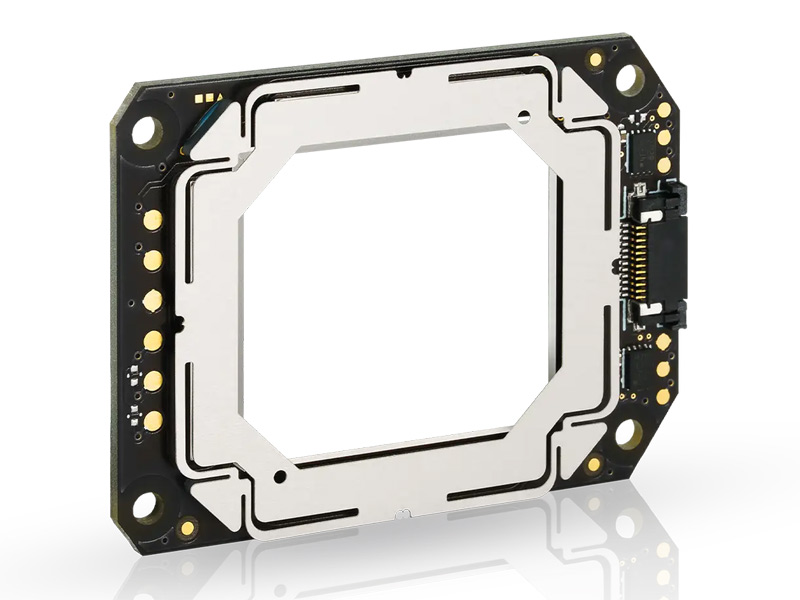
简要介绍迷你型二维音圈扫描镜(电动二维扫描镜)及其应用领域
衍射光束整形优化激光玻璃切割工艺