短脉冲和超短脉冲激光器的微加工应用
结构紧凑、高功率,以及高光束质量的偏振激光器在诸如微加工和高效谐波生产等工业和研究领域的应用需求正不断增长。通过对晶体形状、冷却机制及谐振器设计等要素的优化组合, 激光器和放大器之类的激光器产品呈现出以下优点:短脉宽、高峰值功率、高脉冲重复率和高平均功率下的高光束质量。同时,他们还可以为光束形状提供高度的灵活性,从圆形光束, 到线形一维和二维平顶光束,再到矩形光束等等,从而为门类广泛的特殊应用提供附加价值。
短脉冲激光器
为了以低成本实现高光束质量以及高输出功率,人们提出了一种创新的板条激光器概念(图1)。半导体(二极管)通过谐振腔腔镜与它们的线型光束形状进行耦合。
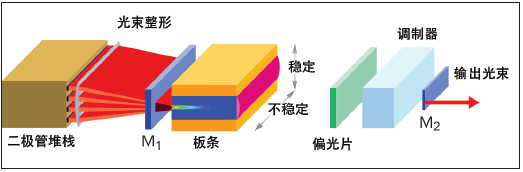
图1:端面泵浦板条和带混合谐振器的电光调Q的激光器的示意图。
然后,一块板条状的有源晶振通过二极管与一块通过两侧大表面进行传导冷却的薄晶体进行局部泵浦,从而使垂直于激光束方向的热流保持一维。这可以得到可控的热柱面透镜,并且不会发生去极化和相位变形等现象。
在该设置中,调Q脉冲由一个偏光器和一个普克尔盒(Pockels cell)生成。激光束多次穿过谐振器,并且可以在光腔镜的边缘上解耦,这与传统的板条式CO2 激光器有些相似。
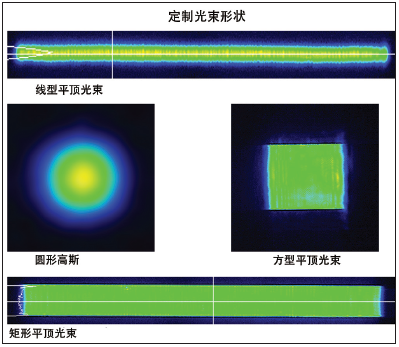
图2: 电光调Q 的InnoSlab 激光器的定制光束形状。
整个谐振器短于10cm,从而使脉宽低于10ns,并且获得高峰值功率。 此外,光束形状可以轻易变换,从圆形高斯, 到线型一维或二维平顶光束,定制的光束形状是理想的工业应用解决方案的基础(图2)。
调Q的InnoSlab激光器的参数包括:
脉冲能量达50mJ
光束质量M2 <1.3
脉冲宽度至4ns
峰值功率达6MW
脉冲重复频率达100kHz
平均功率达600W
可提供的波长为1064nm,532nm,355nm和266nm
超短脉冲激光器
使用相同的泵浦方案、板条几何形状和光腔镜配置,可以获得优异的多通道放大器(图3)。InnoSlab激光放大器的优势包括其很大的放大系数、高效率的功率和能量提取、功率和能量的可升级性,以及播种属性的保留(光束质量,脉冲宽度等)。 这才使得超短脉冲能实现千瓦功率以及多毫焦耳的能量。
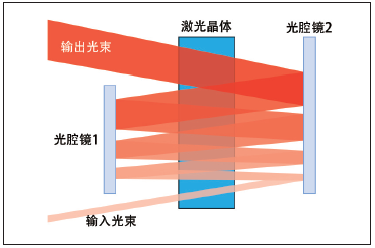
图3:InnoSlab 激光放大器的示意图
基于InnoSlab激光放大器的概念,引入了不同型号的超短脉冲激光器,其相关参数如下:
光束质量M2<1.3
脉冲能量达2000μJ
脉宽至600fs
峰值功率达200MW
脉冲重复率达100MHz
平均功率达400W
可提供的波长:1064nm,532nm,355nm和266nm
工业应用示例
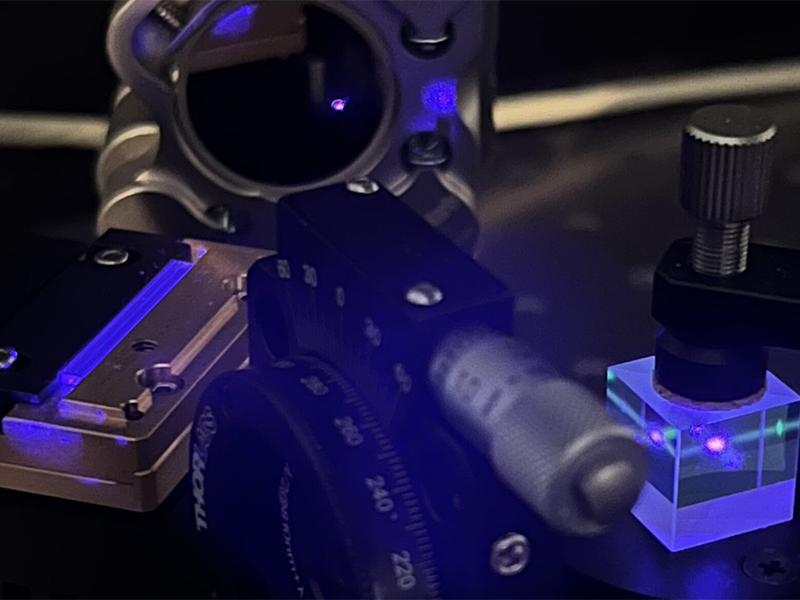
亚表面雕刻。通过将短脉冲激光束聚焦到玻璃块中,脉冲能量在聚焦区被很大程度地吸收,从而引发材料的熔化和蒸发。由于与熔化和蒸发相关的机械应力,在玻璃中产生了大小为100μm的裂纹,并被肉眼识别为标记点。用这种方式,可以实现logo和商标的亚表面打标。
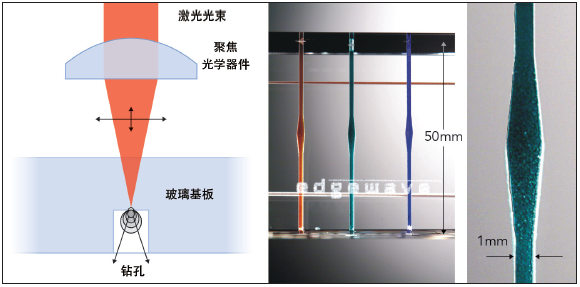
图4:通过在玻璃中进行精密钻孔,可以得到与深度有关的横截面的钻孔(所示的孔用彩色液体填充以增加可视性)
玻璃钻孔。图4显示了通过正向消融方式加工玻璃的原理和可能性。 与亚表面雕刻相比,在玻璃切割和钻孔时,焦点在于底部表面。以这种方式,能够实现高精度、可重复和高速的玻璃加工。 通过使用频率为100kHz的调Q型InnoSlab激光器,可以实现的体积消融率>1.5mm3/s。该工艺已被用于淋浴器的玻璃板、玻璃盖板以及太阳能光电板上的接触孔等钻孔应用领域。
切割和研磨玻璃。 使用高功率皮秒激光器并结合逐层消融工艺能够实现玻璃或蓝宝石片的整体切割。 使用250W 的皮秒激光器可以实现高达2mm3/s的体积烧蚀率(图5)
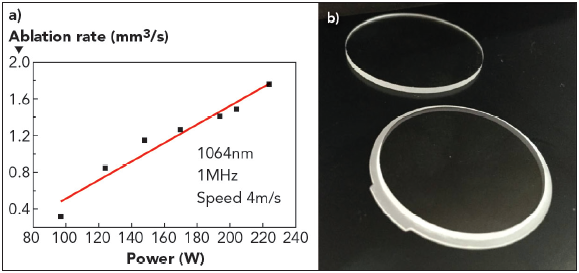
图5:采用皮秒激光器进行逐层消融加工,用于切割和研磨蓝宝石,显示的是通过功率(a)的体积烧蚀率和蓝宝石表盖(b)的示例
切割透明和脆性材料。 一种类似于亚表面雕刻的工艺可用于分离透明和脆性材料,如玻璃和蓝宝石。 该方法也称为丝状切割,广泛应用于蓝宝石和玻璃板的分离。蓝宝石或玻璃板的典型厚度<0.7mm。 切割边缘质量高,裂纹低于5μm。切割速度可达几米/秒。
压花圆柱雕刻。新型高功率超短脉冲激光光源的出现,推动了使用皮秒激光器对大尺寸金属表面进行压花和印刷等3D微结构化应用的发展。

sill扫描透镜:光伏激光精密加工的“光能转化器”

Sil Optics紧凑型高功率紫外消色差扫描透镜突破工业极限

双层防御:ZnSe基材+抗损涂层的1-3x变焦扩束镜

CLBO晶体:深紫外激光的“光学心脏”
光纤耦合声光调制器:精妙小巧封装,持续塑造未来
量子光,低温晶体:PPKTP的优势
激光世界的“塑形大师”:激光扩束镜
PPKTP晶体:驱动量子科技发展的非线性光学核心材料

LBO晶体:引领高功率激光频率转换的核心元件