光束整形开创新一代超快激光加工应用
多年来,光束整形不仅使用户制造出了更好的产品,同时还帮助他们有效控制一些具有挑战性的应用。随着工业激光器和加工用光学元件的最新进展,光束整形技术也随之向前迈进,使得用户能以一种非常灵活的方式,通过调整光束形状来满足特定应用的需求。作为优化材料加工的最佳前提条件,在过去的几年里,通快已经完全掌握了在工件上形成任意光束的技术,从而改进材料加工。
光束整形技术基于优化的波动光学设计和对熔融石英透射元件制造方法的改进。光束整形技术不但适用于超快(也就是超短)脉冲激光器,也适用于多千瓦级连续(CW)激光器。光束整形技术在带来高效率和功率处理能力的同时,还能为各种不同的应用提供灵活的光束整形方法,从基模到多模、从超快到连续发射,且能覆盖较宽的光谱范围。
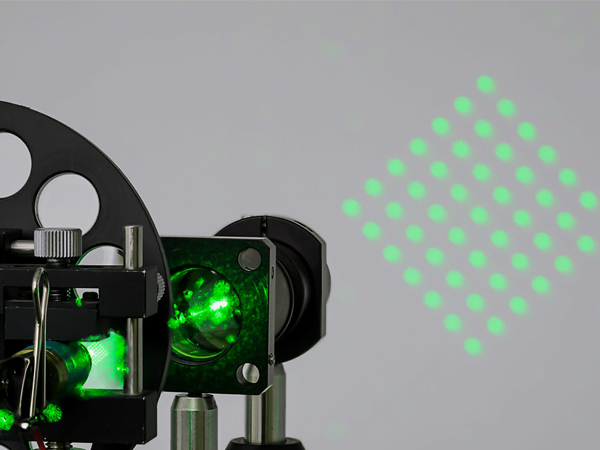
能够在x、y、z轴三个方向调整光束强度分布,将为应用带来最大的灵活性。除了能够调整光束强度外,还可以产生多个光斑。这种方法具有一定的成本优势,因为该技术能使用标准的激光产品,这意味着可以使用标准的激光源(如连续激光器)和标准的传导光纤,无需进行任何特定的调整或改造。
利用这种光束整形技术,通快公司已经开发出了一些优化的新加工方式。最近新开发的两项应用分别是:用超短脉冲激光器切割玻璃和人造蓝宝石;以及提高汽车应用中热镀锌钢材的钎焊能力。这两项新发展,使生产流程更加有效灵活,打开了进入新市场的大门。此外,它们既能应用于单模激光源,也能用于多模激光源,这充分显示了光束整形技术的潜力。
切割人造蓝宝石和玻璃
由于玻璃对可见光和近红外光是透明的,因此用波长位于这些透射波段的激光器来加工玻璃,好似并不合乎逻辑。但是,当使用脉宽在皮秒或飞秒范围的超快脉冲激光加工玻璃时,光并不是简单地穿过被加工材料。相反,脉冲中光子的巨大空间和时间密度,有利于一个生成自由电子的非线性、多光子吸收过程。随后,这些电子吸收更多的光子。这种透明材料中改良的吸收机制,使得利用激光加工人造蓝宝石和玻璃成为可能。
这种加工的成功,主要取决于材料的改性。不同于使用逐个脉冲直接穿过材料(即消融),超快脉冲激光束被聚焦于玻璃的内部,在玻璃内部,超快脉冲激光束能够沿着想要的切割线,改性一个狭窄的区域。随后,玻璃会沿着这个由激光产生的特定狭窄改性区而断裂。无论是直线切割还是曲线切割,这种方法都能获得光滑的切割表面,切割精度可达到0.01mm。
这项技术是专门为切割坚硬的薄玻璃而开发的,例如智能手机显示屏的盖板玻璃。切割智能手机显示屏玻璃盖板时,利用通快的Top Cleave光束整形镜组,可以获得高达1m/s的切割速度。激光强度沿着光束的传输方向z轴均匀分布,因此,焦点被拉长,光斑变成了一条长宽比大于1000:1的聚焦线。激光脉冲不再一层层地将玻璃消融,取而代之的是一次性改性完整的内部分割表面(见图1)。

图1:利用通快的Top Cleave光束整形镜组切割坚硬的薄玻璃(a)。激光强度沿着光束的传输方向z轴均匀分布,形成一条长宽比大于1000:1的聚焦线(b)。激光脉冲一次性改性完整的内部分割表面。
根据脉冲能量和材料的不同,可切割的玻璃厚度可厚达2mm。如果用配备Top Cleave光束整形镜组的TruMicro激光器切割2mm厚的玻璃,切割速度可达1m/s,该速度是不配备Top Cleave的100倍。即使是切割世界上第二坚硬的透明材料蓝宝石,也是如此。例如,TruMicro 5080激光器(重复率高达1000kHz、脉冲能量高达500μJ、平均功率大于150W)配备Top Cleave光束整形镜组,可以形成一条激光聚焦线,能切割厚度超过1mm的玻璃。
热镀锌材料的钎焊
汽车行业越来越热衷于使用热镀锌材料。除了如耐腐蚀性增强的实际差别之外,热镀锌金属的成本比电镀锌更低,并且在全球各地更容易获得。
不过,采用钎焊方法来焊接热镀锌材料确实有些难度。在加工过程中,由于材料上存在涂层,通常会在加工后的材料上形成飞溅、气孔以及表面不平整等问题。然而,使用光束整形镜组,可以将光束分成多个光斑,从而使钎焊热镀锌材料成为可能,并且获得了惊人的钎焊速度(与机器人配合实现4.5m/s)和令人满意的加工质量,光滑的材料表面上完全没有飞溅和气孔(见图2)。
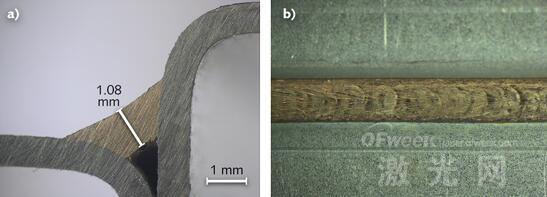
图2:使用光束整形镜组,将光束分成多个光斑,从而使钎焊热镀锌材料成为可能(a),并且利用机器人获得了4.5m/s的钎焊速度和令人满意的加工质量,包括完全没有飞溅和气孔的光滑材料表面(b)。
这个钎焊加工过程是利用一台标准的6kW光纤传导的碟片激光器TruDisk 6002实现的。该激光器配备了标准传导光纤,将光束传送至Scansonic公司的接触式焊缝跟踪镜头。Scansonic公司的Adaptive Laser Optic ALO3作为激光加工头,在这该应用中仅需要稍作调整即可使用。
在钎焊热镀锌材料时,材料表面上的三个光斑,具有不同的直径和功率密度。小光斑发挥着至关重要的作用。锌涂层可以预处理,零件表面也被预热。全新的钎焊加工技术,实现了更加光滑的焊接表面和更快的焊接速度。
通过这种方法,有望确保各个光斑彼此之间的位置和相对于焊丝的位置,不受加工头的机械手臂在旋转和定位时的影响。因此Scansonic ALO3 在使用上没有任何限制,特别有利于汽车后挡板加工,以及在在焊缝的起始点或终结点,加工机器人需要进行较大重新定位的情况(见图3)。
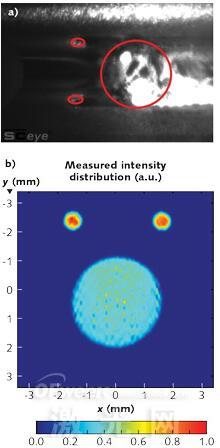
图3:在钎焊热镀锌材料时,材料表面上的三个光点(a),具有不同的直径和功率密度(b)。利用光束整形镜组,确保各个光斑彼此之间的位置和相对于焊丝的位置,不受加工头的机械手臂在旋转和定位时的影响。
光束整形可以实现钎焊加工,并且如果需要更换光纤,也非常简便。从标准维护流程中也能看出其优势,用户只需一个激光加工头作为备件,用于铝焊接和钎焊。光斑的几何形状和强度分布,尤其是各个光斑之间的能量分布,都在该光束整形元件中标明。此外,光斑的方向相对于整形元件是固定的,不受其他任何参数的影响。
对于利用这种光束整形技术的定制光束而言,这是第一个多千瓦范围内的应用,还有可能实现其他光束整形机制,这将为小型应用打开无限潜能,比如可以加工出不同尺寸的焊缝。(文章来源:激光中国)