利用CO2激光器对聚丙烯薄膜进行优化加工
聚丙烯,通常缩写为 PP,是当今最常用、最重要的塑料之一。它是一种热塑性塑料,在许多不同的行业都有实际应用。聚丙烯薄膜具有强度高、柔韧性好、耐磨损等特点,因此是各种储存和标签应用的理想材料。此外,聚丙烯耐高温且对有机化合物具有良好的耐化学性,使其成为食品和饮料包装的理想选择。

近年来,数字革命改变了柔性材料和标签行业的格局,对制造商提出了更高的要求,他们需要满足高设计灵活性和缩短产品上市时间的需求。数字激光加工技术提供了解决方案,它具有即时定制、非接触式加工和可重复性高等优点。Synrad 高性能 CO2 激光器凭借其长波长在许多常用薄膜材料中具有卓越的吸收性能,因此非常适合这些应用。具体来说,对于聚丙烯薄膜,只需将 CO2 激光器的波长从标准的 10.6 μm略微调整到更适合该材料吸收的波长,即可显著提高加工速度和加工质量。
聚丙烯的化学性质和吸收特性
为了在加工过程中有效利用激光能量,激光束的光子必须被材料吸收,而不是透射或反射出去。这样可以有效地使材料汽化,减少因光线穿透材料、熔化或化学降解过程造成的能量损失。当吸收红外辐射 (IR) 时,聚合物分子的化学键会发生振动。这些振动会使聚合物链内的化学键发生伸缩和弯曲。然而,要发生这种吸收,特定频率的红外光子的能量必须与分子内部特定的振动能级差相匹配。这可以用以下方程表示:
v代表光子的频率(Hz) k代表分子的力常数(N/m) μ代表折合质量(kg)
从广义上讲,对于拉伸情况,分子中的这些振动能量差可以从经典力学的角度理解为一个由弹簧连接的双体系统:
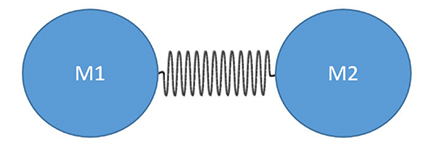
这个简单系统的约化质量常数可以通过以下公式求得:
长链聚丙烯分子链通常通过碳原子(C)之间的单键连接在一起:C-C,在许多常见的丙烯构型中,它们之间的力常数 k 约为 335 N/m。因此,在上图中,两个球体代表碳原子。
碳原子的质量为 1.99x10-2⁶ kg,所以将 M1 和 M2 都设为这个值,我们得到约化质量 μ 为 9.97x10-2⁷ kg。利用第一个方程求解频率 ν,我们得到的值约为 29.2THz。通过关系式 λ = c / ν(其中 c 是光速:3.00x10⁸ m/s),将此频率转换为所需的红外辐射波长,我们得到的值约为 10.27 μm。这是提供光子所需特定波长,这些光子的能量与拉伸聚丙烯链中 C-C 键的振动能量相匹配。这些振动会迅速加热分子,直到材料汽化。
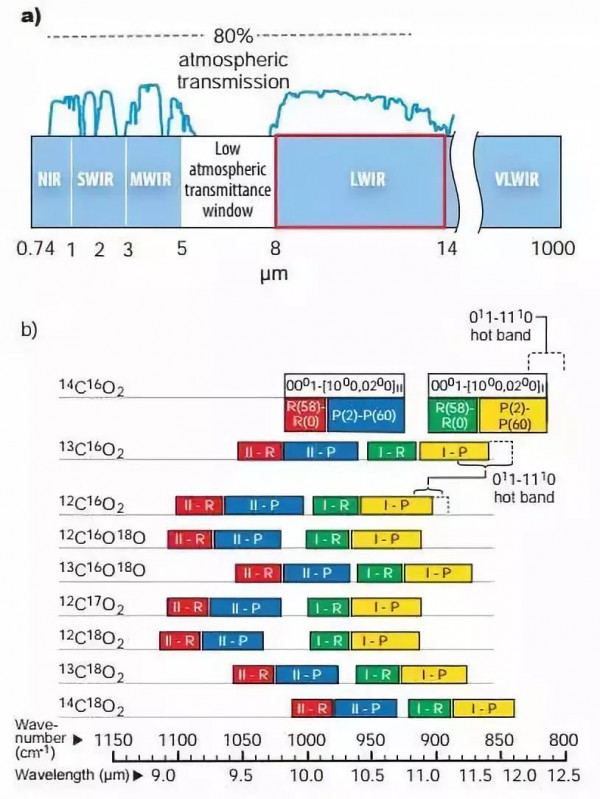
当我们使用傅里叶变换红外光谱仪对聚丙烯薄膜的吸收曲线进行实验测量时,我们发现确实在该波长处存在一个非常强的吸收峰。
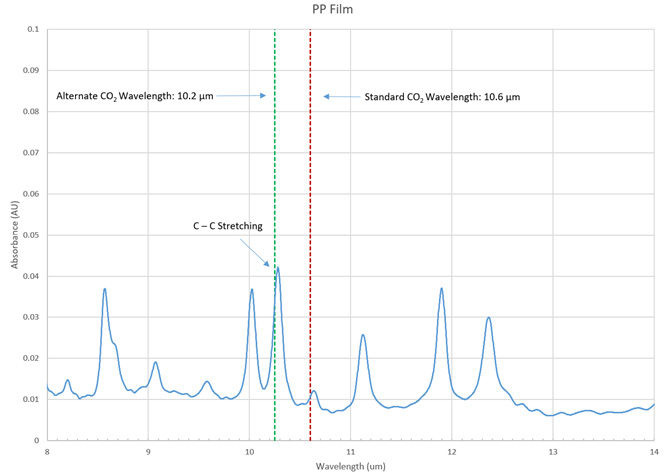
需要指出的是,分子还存在一些更复杂的弯曲振动,它们也会对这条吸收曲线产生影响,但这超出了本文的技术范围。
CO2激光器切割标签案例
聚丙烯对 10.2 μm 波长的吸收效果显著更好,但这在实际应用中如何转化为速度和质量的提升呢?为了专门研究这一点在标签切割应用中的表现,我们应用实验室测试了多种不同的样品,并使用Synrad p150激光器分别以标准波长10.6μm和备选波长10.2 μm进行切割。这种备选波长是通过激光器内部的波段选择光学元件实现的,该元件仅允许中心波长约为10.25 μm的窄波段激光输出。
测试样品包括透明和不透明的聚丙烯薄膜,以及一些表面附加了覆膜的薄膜。每台激光器的输出功率均设置为相同,因此任何速度差异都仅归因于波长变化。两种波长之间的切割速度差异在较薄的标签上最为显著,例如80 μm 厚度的标签,速度提升约为80%,而 140μm厚度的标签,速度提升约为22%。
| 基础材料 | T (μm) | 镀膜 | 速度 10.6 (mm/s) | 速度10.2 (mm/s) | 增加 % |
| 聚丙烯 - 不透明 | 140 | 聚丙烯层压纸 | 2794 | 3429 | 22.73% |
| 聚丙烯 - 透明 | 80 | 无 | 4318 | 7620 | 76.47% |
| 聚丙烯 - 不透明 | 80 | 无 | 4572 | 8255 | 80.56% |
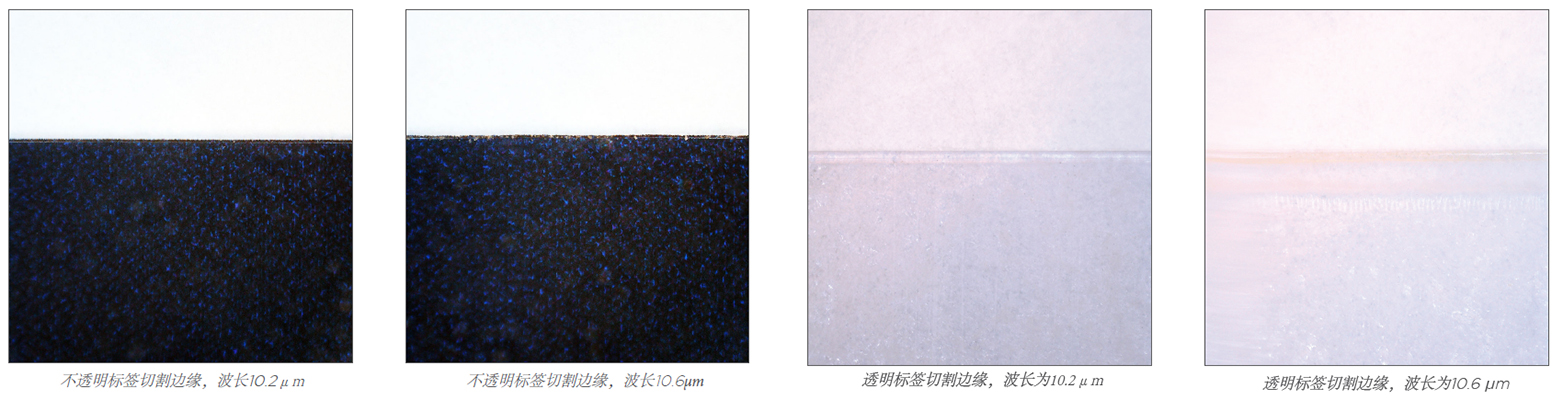
切割边缘质量差异在未印刷区域的透明PP标签上最为明显。在使用10.6μm波长时,薄膜普遍出现泛黄现象,并且在衬纸和标签基材之间可以明显看到热影响区域,其中残留物和热蒸汽被困在其中。波长10.6μm的高透射率也意味着底部衬纸材料上的划痕非常明显。而当改用波长10.2μm时,这些问题就完全消除了。
CO2激光器食品包装激光穿孔案例
标签并非唯一受益于选择性加工聚丙烯薄膜层的应用。常见的食品包装袋设计由两层薄膜构成,包括外层朝上的聚丙烯薄膜和内层低密度聚乙烯(LDPE)衬里。激光穿孔技术常用于制作易撕开口线。然而,在激光加工过程中,我们不希望完全穿透底部衬里,以免食物暴露在外。
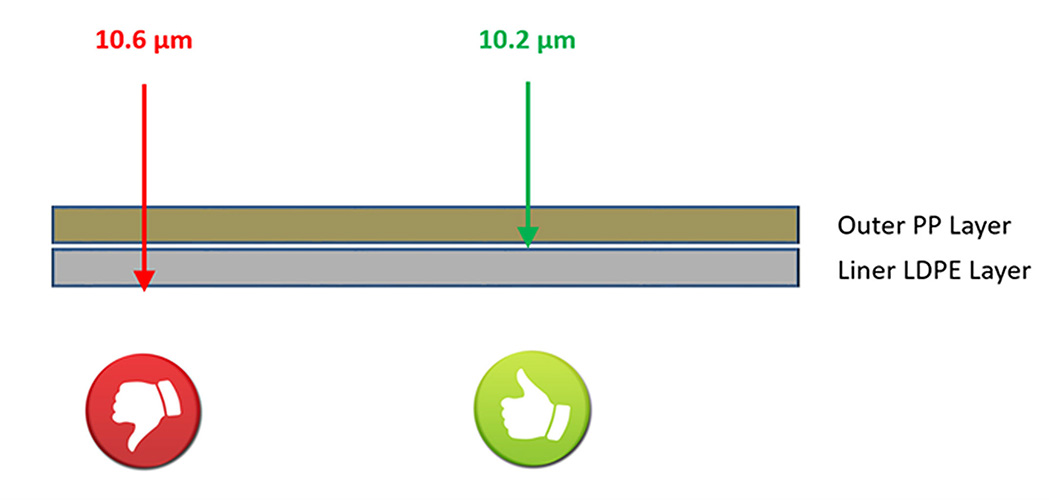
通过精确控制加工速度、激光功率和波长,可以选择性地对多层包装袋进行打孔,从而使上层PP层被加工,而底层衬里保持完好。在这个多层包装袋的例子中,我们精心选择了波长为10.2μm的p150激光器,使其仅穿透顶部的聚丙烯层。使用标准的10.6μm波长激光器则无法实现这一点,因为它对PP层具有较高的穿透性,会导致两层材料都被击穿。
结论
本文介绍了CO2激光辐射被聚合物(特别是聚丙烯)吸收的基本机制之一,以及如何通过选择波长来优化吸收效果。使用 10.2 μm波长的激光器可以显著提高加工速度,同时改善聚丙烯产品的边缘质量。此外,对于需要进行选择性层加工的精细标签和包装应用,10.2 μm波长提供了更宽的成功加工窗口。
随着聚丙烯薄膜市场的增长,尤其是在标签和软包装领域,10.2 μm波长加工的重要性也将日益凸显,特别是对于那些应用要求极高的项目。我们凭借丰富的应用经验和激光产品,随时准备为您提供支持,帮助您突破最具挑战性的薄膜应用极限。
新锐Synrad P系列高性能CO2激光器
这款高性能脉冲CO2激光器专为实现最佳功率稳定性、卓越的光束质量和最快的脉冲上升时间而设计,可在最具挑战性的材料上实现卓越的加工效果。即使在易损材料上,也能实现更快、更精准的切割和钻孔,并获得干净利落的效果。其中Synrad p150平均功率150瓦,设计旨在满足行业对更高加工速度和更高质量加工难加工材料的需求。快速的脉冲上升时间、一流的600瓦峰值功率以及卓越的光束质量相结合,为加工薄膜等敏感材料开辟了新的途径,可显著减少甚至消除熔唇。

武汉新特光电是美国Synrad在中国的授权官方合作伙伴,负责Synrad品牌激光器在中国的技术选型、项目实施与全生命周期服务,并提供整套器件集成解决方案,为您提供一站式的产品应用与技术服务!如需了解更多关于聚丙烯薄膜切割和穿孔解决方案的信息,请联系我们。
使用Synrad CO2激光器实现聚碳酸酯的理想加工

利用CO2激光器对聚丙烯薄膜进行优化加工

使用高性能CO2激光器解决标识与编码方案指南


CO2激光器原理及优缺点


CO2激光器的工作原理及优势

射频CO2激光器在非金属薄膜成型中的应用要点